不锈钢换热器管的详细涂装步骤分享
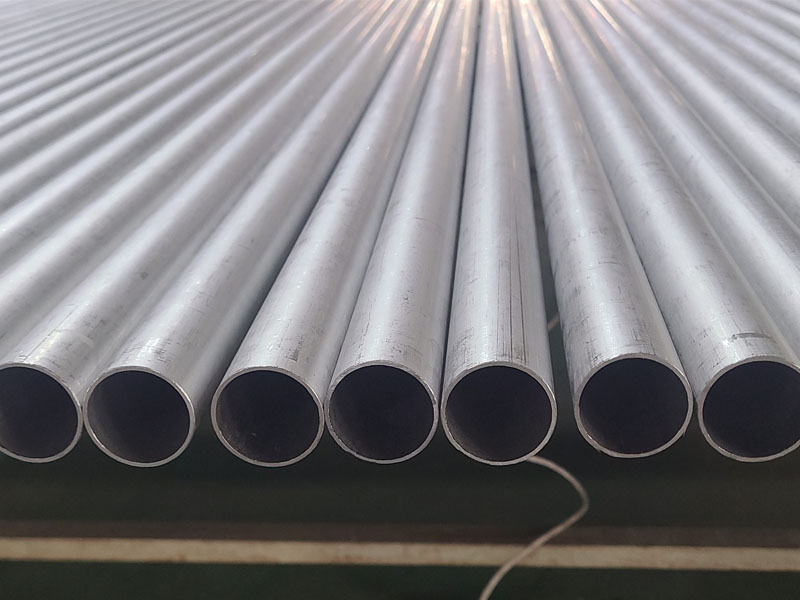
时间:04/25/2025 05:00:24不锈钢换热器管是化工、石油工业中用于热量交换的核心部件,其内外壁光滑,耐高温(900℃)、高压、腐蚀。
不锈钢换热器管的涂装步骤分表面预处理、底漆施工、中涂与面漆施工、质量验收以及标识与维护。
表面预处理:
1.除油除锈
先用碱洗液(80℃以上)浸泡1-2小时,去除油污和杂质,再用清水冲洗至中性。如果不锈钢换热器管表面锈蚀严重,采用酸洗(硝酸+氢氟酸混合液)浸泡1小时,恢复金属活性。
2.打磨与钝化
机械损伤处用砂轮打磨至光滑,随后进行酸洗钝化处理,形成防氧化保护膜。喷砂处理表面粗糙度需达30微米以上,增强涂层附着力。
底漆施工:
1.喷涂环氧底漆
使用专用不锈钢底漆(如环氧树脂类),高压喷枪均匀喷涂,湿膜厚度45-60微米。重点覆盖焊缝、弯头等易腐蚀部位,确保无漏喷、露底现象。
2.干燥与检查
底漆需在4小时内自然干燥(温度>5℃),干膜厚度达标后检查表面平整度。
中涂与面漆施工:
1.中涂增强
待底漆干透后,喷涂第二层丙烯酸中涂漆,填补微小孔隙,总湿膜厚度达80-110微米。
2.氟碳面漆喷涂
选择耐腐蚀面漆(如氟碳漆),分两次喷涂,最终干膜厚度0.3-0.5毫米。
高温区域需使用耐热面漆(耐温≥300℃),防止涂层开裂。
质量验收:
1.厚度检测
磁性测厚仪检测涂层总厚度,误差不超过±10%。
2.附着力测试
划格法测试(划1mm×1mm方格),涂层脱落面积≤5%为合格。
3.外观检查
表面无流挂、起泡、橘皮现象,色差符合设计要求。
标识与维护:
1.管道标识
每10米标注介质流向箭头,危险区域加黄黑警示条纹。
2.定期维护
每3年检查涂层完整性,焊缝、支架处补漆优先使用原厂配套涂料。
上一篇:
不锈钢换热器管的具体特点和工作原理
下一篇:
150MM、6000吨!太钢定义不锈钢板“厚”时代