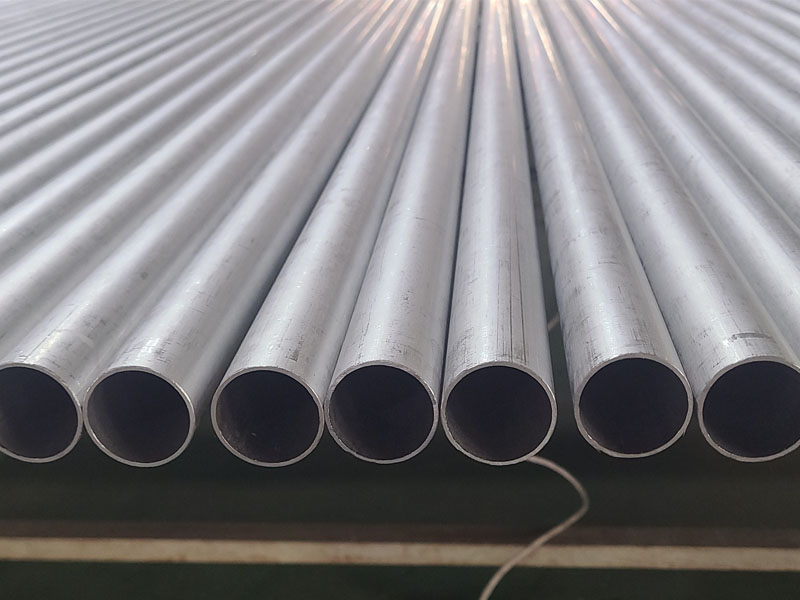
不锈钢换热器管的抛光要怎么实施?
时间:05/13/2025 07:30:52不锈钢换热器管的抛光应该兼顾内外壁护理,具体流程从预处理到机械抛光、电解抛光(可选)以及质量检测。
不锈钢换热器管的预处理包括了表面清洁和缺陷检查:先用不锈钢专用清洁剂清除表面油脂、焊渣及氧化层,必要时使用丙酮或乙醇擦拭,确保无残留污染物;重点检查焊接接缝、弯管区域是否存在凹陷或划痕,标记需重点打磨部位。
机械抛光分为粗磨、中磨、精磨:粗磨是使用80#-120#砂带或砂轮打磨焊缝与深划痕,消除表面凹凸不平,保持均匀施压避免局部过热变形;中磨是切换180#-240#砂带进一步细化表面,消除粗磨痕迹,控制抛光轮转速在800-1200转/分,沿管材轴向纹理方向操作;精磨采用棉布轮或羊毛轮配合大青蜡/紫蜡,转速提升至1500转/分以上,逐步实现镜面效果,过程中需及时清理抛光碎屑。
电解抛光应配置磷酸-硫酸基电解液,温度控制在60-65°C,电流密度10-12A/dm²,时间3-5分钟,通过循环泵将电解液注入管腔,确保内壁反应均匀,阳极接不锈钢管,阴极选用铅合金。抛光后立即用纯水冲洗,浸泡5%碳酸钠溶液中和残留酸液,烘干后形成致密钝化膜。
不锈钢换热器管的质量检测要用粗糙度仪检测Ra≤0.4μm,目视检查无橘皮纹或过烧痕迹,抛光后需用PE薄膜包裹,避免接触汗渍或含氯环境。
上一篇:
不锈钢U型管使用卡塞咋办?
下一篇:
不锈钢U型管的加工预处理工艺有哪些?